








A 汚泥極低温乾燥機 — 低温汚泥乾燥機または凝縮汚泥乾燥機とも呼ばれる — は、通常 〜 の動作温度で湿った汚泥から水分を除去する工業用乾燥システムです。 45℃と75℃ 、直接燃焼熱ではなくヒートポンプ冷凍サイクルを使用します。その結果、臭気を含んだ排ガスを発生させたり、高温炉を必要としたりすることなく、汚泥の水分含有量が 80% から 10 ~ 30% まで減少します。
毎日大量の湿った汚泥を生成する下水処理場、地方自治体、産業施設にとって、この技術は実用的でエネルギー効率の高い方法となります。 60~80%の体積削減 、下流処理の簡素化、そしてますます厳しくなる汚泥埋め立て規制への準拠。この記事では、プロセスがどのように機能するか、どのようなパフォーマンス ベンチマークが期待されるか、他の乾燥方法との比較、システムを選択する際に何に注意すべきかについて説明します。
汚泥極低温乾燥機の仕組み
「極低温」という言葉(より広範な工学用語では非常に低い温度を指します)にもかかわらず、汚泥処理業界では、 汚泥極低温乾燥機 特に、閉ループの低温凝縮乾燥システムを指します。この用語は、150 °C 以上で動作する高温ドラム乾燥機やベルト乾燥機と区別します。動作原理はヒートポンプ技術を直接活用しています。
コアヒートポンプサイクル
湿ったスラッジは断熱された乾燥チャンバーに投入されます。冷媒ベースのヒートポンプは継続的に循環します。チャンバー内の蒸発器コイルが湿気を含んだ暖かい空気を吸収し、露点以下に冷却して水が凝縮して液体として排出されます。乾燥した冷たい空気は凝縮器コイルを通過し、そこで冷媒圧縮段階から排出された熱によって再加熱され、汚泥床上で再循環されます。これ 閉ループ再循環 これにより、湿った排気が実質的に大気中に逃げないため、オープンループ乾燥に伴う臭気や排出の問題が解消されます。
エネルギー回収とCOP
スラッジ乾燥におけるヒートポンプの成績係数 (COP) は通常、次の範囲です。 2.5~4.0 これは、コンプレッサーによって消費される電気エネルギー 1 kWh ごとに、2.5 ~ 4.0 kWh の熱エネルギーが乾燥プロセスに供給されることを意味します。これは、電気抵抗加熱 (COP = 1.0) や天然ガス バーナーよりも基本的にエネルギー効率が高くなります。実際的には、うまく設計された ヒートポンプ汚泥乾燥機 従来の高温システムでは蒸発した水 1 kg あたり約 0.25 ~ 0.45 kWh の電力を消費しますが、これと比較して、従来の高温システムでは 0.8 ~ 1.2 kWh/kg です。
プロセスフローの簡略化 - 低温汚泥乾燥機(ヒートポンプサイクル)
閉ループ アーキテクチャは、 汚泥極低温乾燥機 。湿った空気がシステムから大気中に排出されることはないため、臭気のある揮発性化合物はチャンバー内に保持され、排気が放出される前に統合された脱臭モジュール (通常は UV 光分解または活性炭吸着) によって処理できます。蒸発器コイルから収集された凝縮水は比較的きれいな水であり、多くの場合廃水処理入口に戻すことができるため、淡水の消費量が削減されます。排気ガスとして失われるエネルギーは、代わりにサイクル内で回収され再利用されます。これが、この技術がオープンシステムの代替技術と比較して優れたエネルギー効率を達成する主な理由です。
主要なパフォーマンス指標: 期待される結果
の定量的なパフォーマンスエンベロープを理解する 低温汚泥乾燥機 運用要件に適合するかどうかを評価するために不可欠です。性能は汚泥の種類(都市下水汚泥、産業汚泥、河川/湖沼の堆積物、製紙工場汚泥)、初期含水率、目標最終含水率によって異なります。以下の図は、適切に設計されたシステムの一般的な範囲を表しています。
| パラメータ | 代表的な範囲 | 最適な条件 |
|---|---|---|
| 入口水分量 | 75~85% | 機械脱水後(フィルタープレス・遠心分離機) |
| 出口水分量 | 10~30% | 処分ルート(埋め立て、焼却、土地利用)により対象が決まる |
| 乾燥 temperature | 45~75℃ | 都市汚泥の場合は 55 ~ 65 °C |
| エネルギー消費量 | 0.25 ~ 0.45 kWh/kg 蒸発した水 | 周囲温度 15 ~ 35 °C、高い初期 MC |
| 容積の削減 | 60~80% | 水分含有量 80% ~ 20% |
| 処理サイクルタイム | 8 ~ 24 時間 (バッチ) | 薄層負荷、最適化された空気速度 |
| 容量範囲 | 0.5~50 t/日の湿った汚泥 | モジュラーユニットを組み合わせてより大きなスループットを実現可能 |
エネルギー消費量の比較 - 汚泥乾燥技術(蒸発した水1kgあたりkWh)
の ヒートポンプ汚泥乾燥機 おおよそ消費する 蒸発した水 1 キログラムあたりのエネルギーが 60 ~ 75% 削減 電気抵抗または噴霧乾燥アプローチと比較して。この差は、電気料金が高い場合、またはエネルギー使用に炭素税が適用される場合にはさらに大きくなります。ベルト乾燥機は、ドラムやスプレー システムよりも効率的ですが、再循環ではなく大気中に排出される加熱された強制空気に依存しているため、適切に構成されたヒート ポンプ システムの 2 倍以上のエネルギーを消費します。 1 日あたり 5 トン以上の湿った汚泥を処理する施設の場合、このエネルギーの差は大幅な年間運営コストの削減につながります。
低温乾燥と従来の汚泥乾燥法との比較
右を選択する 汚泥乾燥機 主要なエネルギー数値だけでなく、複数のパフォーマンス側面にわたる正直な比較が必要です。以下の表は、運用上の意思決定に最も関連する属性を網羅した構造化された比較を示しています。
| 属性 | 低温・ヒートポンプ | 高温ドラム乾燥機 | ベルトドライヤー |
|---|---|---|---|
| 動作温度 | 45~75℃ | 150~600℃ | 80~160℃ |
| 火災/爆発の危険性 | 非常に低い | 高(粉塵着火) | 中等度 |
| 臭気制御 | 優れた (閉ループ) | 悪い(オープン排気) | 中等度 |
| 栄養保持 | 強(弱火) | 低い(劣化した) | 中等度 |
| 設置面積 | コンパクト、モジュール式 | 大型、固定式 | 大規模、継続的 |
| メンテナンスの複雑さ | 低~中 | 高 | 中~高 |
| 排ガス処理が必要 | いいえ | あり(スクラバー、フィルター) | 部分的 |
多属性性能レーダー 汚泥乾燥技術比較
の radar chart clearly illustrates the differentiated performance profile of the heat pump low temperature system. It leads decisively on energy efficiency, safety, odor control, and nutrient preservation — the four attributes most directly linked to regulatory compliance and operating cost management. High-temperature drum dryers, while capable of handling high throughput volumes, score poorly on nearly every environmental and safety dimension, requiring substantial supplementary investments in exhaust gas treatment, dust explosion prevention systems, and odor scrubbing. For municipal wastewater treatment plants and smaller industrial facilities where these supplementary investments are difficult to justify, the 凝縮汚泥乾燥機 全体的なプロファイルが大幅に向上しました。
水分削減の旅: 湿ったスラッジから使い捨てのドライケーキまで
効果的 汚泥脱水装置 デザインは単一ステップのプロセスではありません。これは一連の単位操作であり、水分を除去するたびに、除去される水の単位当たりのコストが徐々に高くなります。ヒートポンプ乾燥がこの連鎖のどこに位置するのか、そして熱乾燥だけで 97% の水分から乾燥を試みることが経済的に賢明でない理由を理解することは、システム設計の基礎となります。
スラッジ水分減少曲線 - 低温乾燥サイクル (参考値)
の drying curve reveals an important physical reality: the rate of moisture removal is highest in the first few hours (when the sludge surface is saturated and evaporation is surface-limited) and decreases progressively as moisture must diffuse from the interior of the sludge cake to the surface. This is the classic "falling rate period" common to all thermal drying processes. For the 低温汚泥乾燥機 これは、80% の投入量から 20% の含水率に到達するには、バッチ操作で約 12 ~ 15 時間かかることを意味しますが、10% に到達するにはさらに多くの時間を必要とします。これが、目標含水率の選択がサイクル タイムとエネルギー コストの両方に直接影響する理由です。事業者は、単に可能な限り低い値を目指すのではなく、下流の廃棄要件に基づいて目標出口水分含有量を設計する必要があります。
事前脱水の要件
下水処理プラントからの生の消化汚泥または濃縮汚泥は、通常、94 ~ 97% の水分含有量で排出されます。この水分レベルからの熱乾燥は技術的には実現可能ですが、経済的には非現実的です。その体積の自由水を蒸発させるのに必要なエネルギーは膨大になります。フィルタープレス、ベルトプレス、またはデカンター遠心分離機を使用して事前に脱水し、水分を 75 ~ 82% まで減らしてから、装置に入る前に行います。 汚泥乾燥機 これは標準的な手法であり、生汚泥からの乾燥と比較して熱乾燥負荷が 4 ~ 6 分の 1 に軽減されます。完全な 汚泥脱水装置 したがって、通常、機械的脱水とそれに続く熱乾燥という 2 段階のプロセスになります。
産業と用途: 汚泥乾燥機が導入される場所
の多用途性 省エネ汚泥乾燥機 このプラットフォームは、問題のある湿った汚泥の流れを生成する幅広い業界に応用できることを意味します。要件は分野によって大きく異なるため、チャンバーのサイズ、装填機構、脱臭システムなどの機器構成を特定の汚泥の特性に合わせて調整する必要があります。
産業部門別の相対汚泥発生量(地方自治体 = 100 に正規化)
都市下水処理施設は世界で最も大量の汚泥を生成しており、汚泥の主要市場となっています。 都市汚泥乾燥システム 。しかし、製紙・パルプ工場、食品加工施設、川や湖の堆積物浄化プロジェクトはそれぞれ、独自の汚泥特性を持つ実質的な二次市場を代表しています。たとえば、製紙工場のスラッジは繊維含有量が高く、密度が比較的低いため、乾燥挙動と乾燥製品の潜在的な再利用経路の両方に影響を与えます。川や湖の堆積物には重金属が含まれていることが多く、特定の処分規制に従って処理する必要があるため、乾燥による減容は輸送と埋め立てのコストを最小限に抑えるために特に重要です。
乾燥汚泥の最終用途オプション
低温乾燥の利点の 1 つは、あまり評価されていませんが、高温方法よりもスラッジの物理的および化学的構造がよく保存されることです。これにより、乾燥製品の最終用途経路がさらに広がります。
- 土地利用・土壌改良: 水分が 40% 以下に乾燥され、病原体減少基準を満たしている汚泥は、栄養源として農地または非食用作物の土地に適用できます (地域の規制の対象)。低温処理は、高温処理よりも窒素とリンをよりよく保存します。
- 混焼燃料の追加: 水分が 20 ~ 25% 未満の乾燥汚泥は、セメント窯や発電所のボイラーで補助燃料として混焼するのに十分な発熱量を持っており、廃棄量と施設の化石燃料消費量の両方を削減します。
- 埋め立て処分: 熱利用や土地利用が利用できない場合でも、汚泥の水分を 80% から 25% に減らすことで輸送質量が約 75% 削減され、運搬料金と埋め立てゲート料金が大幅に削減されます。
- 堆肥化原料: 水分 40 ~ 50% の部分的に乾燥した汚泥は、木材チップやわらなどの増量剤と共同堆肥化するのに適切な水分レベルであり、市場性の高い土壌改良製品を製造します。
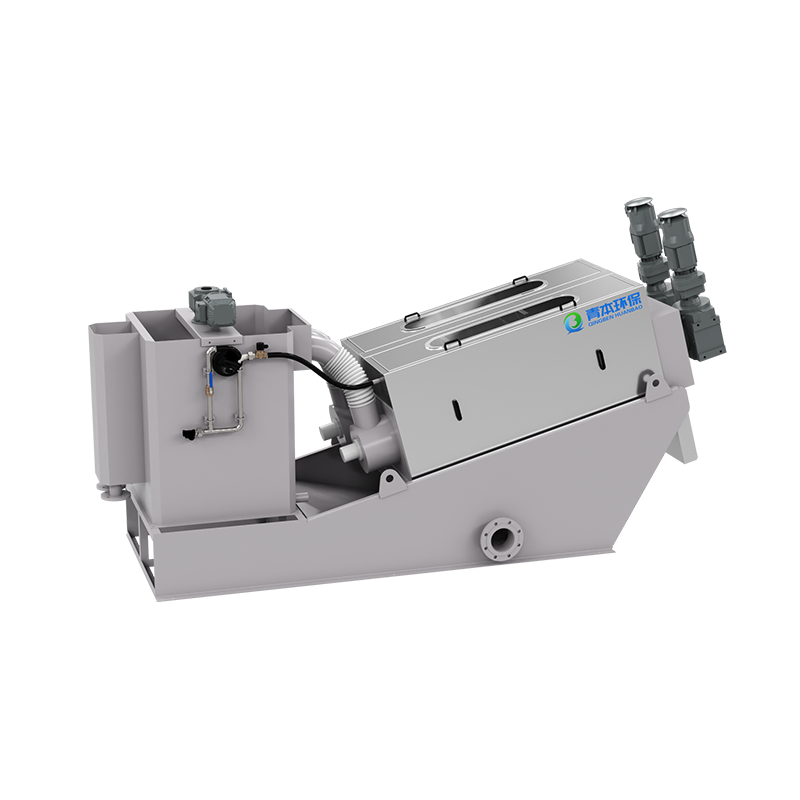
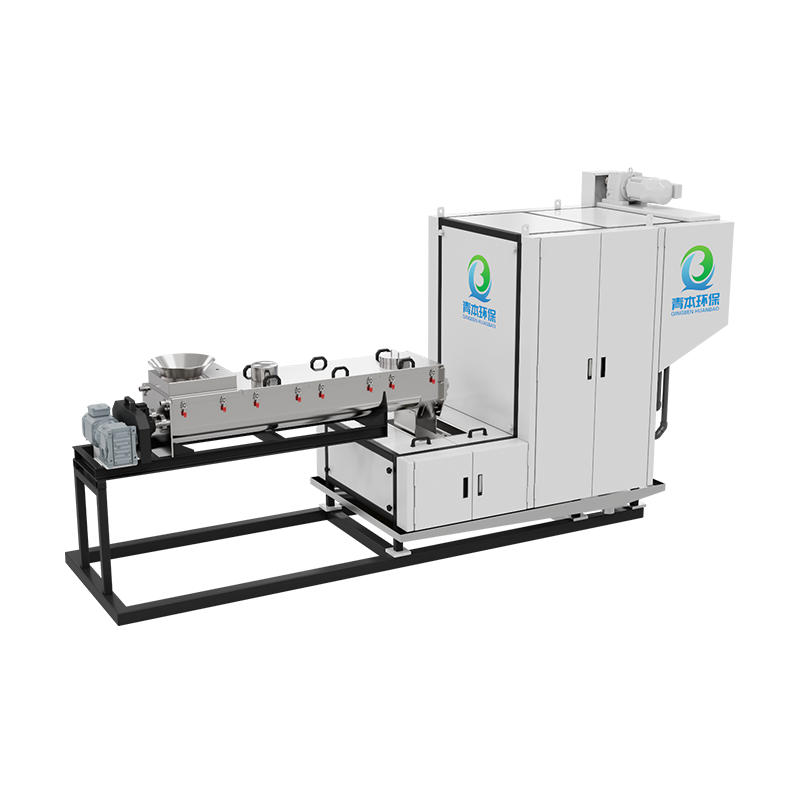
システム構成と主要機器コンポーネント
完全な 工業用汚泥乾燥機 ヒートポンプ凝縮技術に基づく設置は、いくつかの統合されたサブシステムで構成されます。各コンポーネントの役割を理解することは、施設管理者が調達と運用の両方で情報に基づいた意思決定を行うのに役立ちます。
乾燥室
断熱チャンバーには汚泥積載トレイまたはコンベア ベルトが収容され、再循環空気流が含まれます。チャンバーの構造は通常、耐食性を高める 304 または 316L ステンレス鋼で、熱損失を最小限に抑えるためにポリウレタン フォーム断熱材が使用されています。チャンバーの容積は、1 日の処理量要件に合わせて調整されます。モジュラーユニットは通常、内部乾燥容積が 2 m3 から 40 m3 の範囲にあり、大規模な施設では複数のチャンバーが並列して設置されます。
ヒートポンプアセンブリ
ヒート ポンプは、密閉型コンプレッサーによって蒸発器コイル (湿気の凝縮と空気冷却用) と凝縮器コイル (空気再加熱用) を通って循環する冷媒 (通常は R134a、R410A、または R32) を使用します。可変速コンプレッサードライブにより、スラッジが乾燥し水分蒸発速度が低下するにつれてシステムの容量を調整できるため、全体的なサイクル効率が向上します。補助電気ヒーターは、ヒートポンプの COP が低下する寒い周囲条件での熱供給を補うことができます。
脱臭・空気処理装置
閉ループシステムであっても、室内空気の少量の流出は通常、地域の空気品質基準を満たすために排出前に脱臭ユニットを通して処理されます。一般的な処理方法には、UV 光分解 (H2S、メルカプタン、アンモニアに対して効果的)、活性炭吸着、生物学的バイオフィルターなどがあります。選択は、臭気化合物の組成、地域の放出制限、および現場での代替媒体または消耗品の入手可能性に依存します。
制御監視システム
モダン 汚泥処理装置 チャンバーの温度、湿度、コンプレッサーの出力、凝縮水の量、推定残り乾燥時間を監視するタッチスクリーン HMI (ヒューマン マシン インターフェイス) を備えた PLC (プログラマブル ロジック コントローラー) によって制御されます。 SCADA またはクラウド接続された IoT プラットフォームを介したリモート監視により、工場管理者は中央制御室からさまざまなサイトにまたがる複数のユニットを追跡し、障害アラートを受信し、電気料金期間に合わせてスケジュールを最適化できます。
汚泥削減装置: 環境および運用上のメリットの定量化
~への投資のビジネスケース 汚泥減量装置 ヒートポンプ乾燥技術に基づくこの製品は、廃棄コストの削減、エネルギー消費量の削減、二酸化炭素排出量の削減、規制遵守リスクの軽減という 4 つの重複する利点に基づいて構築されています。実際の例は、関係する規模を説明するのに役立ちます。
年間利益配分の例 — 10 t/日の湿式汚泥施設 (相対単位)
廃棄コストの削減 — 60 ~ 80% の体積削減により実現可能 汚泥極低温乾燥機 — 年間福利厚生の中で常に最大のシェアを占めています。湿った汚泥がトン当たりのゲート料金で埋め立て地または焼却施設に輸送される場合、廃棄される質量を 4 分の 3 削減することで、この主要なコストラインが直接削減されます。エネルギー節約は 2 番目に大きなメリットであり、ヒート ポンプの高い COP と、ヒート ポンプが置き換える熱乾燥または追加の機械的脱水サイクルを反映しています。炭素によるメリットは、今日では絶対的には小さいものの、排出量報告義務を強化し、下水処理施設の運営経済に直接影響を与える炭素価格設定メカニズムを課す管轄区域が増えているため、その重要性が高まっています。
適切な汚泥処理装置メーカーの選択
資格のある人の選択 汚泥処理装置 manufacturer 適切なテクノロジーを選択することと同じくらい重要です。機器は、貴社の特定の汚泥特性、現場の制約、スループット要件、および下流の廃棄経路に適合させる必要があります。この作業には、エンジニアリングの専門知識と運用経験の両方が必要です。評価すべき点は次のとおりです。
- ヘドロ系体験: 都市下水汚泥、産業汚泥、河川堆積物は乾燥機内で異なる挙動をします。複数のスラッジタイプにわたる事例参照を持つメーカーは、適用範囲が狭いメーカーよりも信頼性の高い性能保証を提供できます。
- プロジェクト全体の範囲: 機器のみの供給ではなく、プロジェクトのコンサルティング、プロセス設計、建設、試運転、継続的な技術サポートに至るまで完全なターンキー納品を提供するメーカーを探してください。汚泥処理プロジェクトには、土木工事、電力インフラ、プロセス統合が含まれており、調整された専門知識が必要です。
- テストおよびパイロット機能: 信頼できるメーカーは、システム設計を最終決定する前に、特定のスラッジに対してベンチスケールまたはパイロット乾燥試験を実施できます。これにより、特定の材料で達成可能な水分削減率とサイクル時間に関する不確実性が排除されます。
- アフターサービスネットワーク: ヒートポンプ乾燥システムでは、定期的な冷媒のメンテナンス、コンプレッサーの整備、脱臭媒体の交換が必要です。メーカーがお住まいの地域にサービス拠点を設け、適切なスペアパーツの在庫を維持していることを確認してください。
- 認証と法規制への準拠: 機器は、管轄区域の関連する安全および電気規格に準拠する必要があります (ヨーロッパの場合は CE マーキング、中国の場合は CCC、北米の場合は UL)。プロセス設計では、地域の大気排出制限と汚泥処理規制を考慮する必要があります。
よくある質問
Q1.汚泥の低温乾燥はどのように行われますか?
ヒートポンプは冷媒を循環させ、密閉された乾燥室内の空気を交互に冷却および再加熱します。冷却ステージでは、空気中の水分が液体の水として凝縮され、排出されます。再加熱された乾燥空気は汚泥床を通過し、より多くの水分を吸収します。この閉ループ サイクルは目標水分含有量に達するまで継続され、通常は直火熱源なしで 45 ~ 75 °C の間で動作します。
Q2.乾燥後に達成できる含水率はどれくらいですか?
機械的予備脱水後の水分含量は 75 ~ 82% ですが、適切に構成された低温汚泥乾燥機を使用すると、サイクル時間と汚泥の種類に応じて水分を 10 ~ 30% まで減らすことができます。ほとんどの埋め立ておよび混焼の用途では、20 ~ 25% が実際的な目標です。 15% 未満を達成するにはサイクル時間を延長する必要があり、燃料の使用に非常に高い発熱量が必要な場合にのみ保証されます。
Q3.汚泥の乾燥にはどれくらいのエネルギーが必要ですか?
ヒートポンプ汚泥乾燥機は通常、蒸発した水 1 kg あたり 0.25 ~ 0.45 kWh の電力を消費しますが、従来の高温方式では 0.8 ~ 1.5 kWh/kg でした。 1 日あたり 5,000 kg の水を蒸発させる施設の場合、これはドラム乾燥またはスプレー乾燥アプローチと比較して、1 日あたり約 2,750 ~ 5,250 kWh の節約に相当し、エネルギー コストと二酸化炭素排出量の両方が大幅に削減されます。
Q4.汚泥を乾燥させる最適な方法は何ですか?
ほとんどの自治体および軽工業用途では、低温ヒートポンプ乾燥 (凝縮乾燥) は、エネルギー効率、臭気制御、安全性、および適度な設備投資の有利な組み合わせを表します。連続運転が必要な非常に大きな処理量が必要な場合は、高温ドラム乾燥が好ましい場合があります。最適な方法は、汚泥の量、地域のエネルギーコスト、敷地スペースの制約、および下流の処分要件によって異なります。
Q5.汚泥の乾燥にはどのくらいの時間がかかりますか?
バッチ操作では、スラッジの水分を 80% から 20% に減らすための一般的なサイクルには、スラッジの種類、チャンバーの充填深さ、空気速度の設定に応じて 8 ~ 15 時間かかります。スラッジ層が薄くなり、空気循環速度が速くなることでサイクルタイムは短縮されますが、より多くのトレイまたはローディングエリアが必要になります。連続ベルトタイプの低温乾燥機は、高スループット施設向けに有効滞留時間を短縮して定常状態の運転を実現できます。
Q6.凝縮乾燥技術の利点は何ですか?
凝縮乾燥には 5 つの主要な利点があります。それは、高温代替法よりもエネルギー消費量が大幅に低いこと、閉ループ動作による臭気のある排気ガスがほぼ排除されること、火災および爆発の危険性が低いこと (裸火がなく、汚泥粉塵発火の危険がないこと)、陸上用途の最終用途のための汚泥の栄養分が保存されること、および大規模な土木工事を行わずに既存の建物内に設置できるコンパクトなモジュール式設置面積です。
Q7.汚泥乾燥機はどのような業界で使用されていますか?
の primary users are municipal wastewater treatment plants, followed by paper and pulp mills, food and beverage processing facilities, chemical and pharmaceutical manufacturing, river and lake sediment remediation projects, and printing/coating industries. Each sector generates sludge with different characteristics — moisture content, organic load, heavy metal content — which influences equipment specification and the required deodorization approach.
Q8.熱乾燥の前に機械的脱水が必要ですか?
はい、ほぼすべての場合において可能です。下水処理プラントからの生汚泥は水分 94 ~ 97% で排出され、このレベルから遊離水を熱的に蒸発させるのは非常に非効率です。フィルター プレス、ベルト プレス、または遠心分離機を使用して水分 75 ~ 82% まで機械的に脱水するのが標準的な最初のステップで、熱乾燥負荷が 4 ~ 6 分の 1 に軽減されます。完全な汚泥脱水システムは、機械的脱水とそれに続く低温熱乾燥という 2 段階のプロセスで構成されています。






